



发布时间:2024-09-20 02:33:23 浏览次数:1 公司名称:[武威]格瑞管业有限公司
| 最小起订 | 1 |
|---|---|
| 质量等级 | 一级 |
| 是否厂家 | 是 |
| 产品材质 | 球墨铸铁 |
| 产品品牌 | 格瑞 |
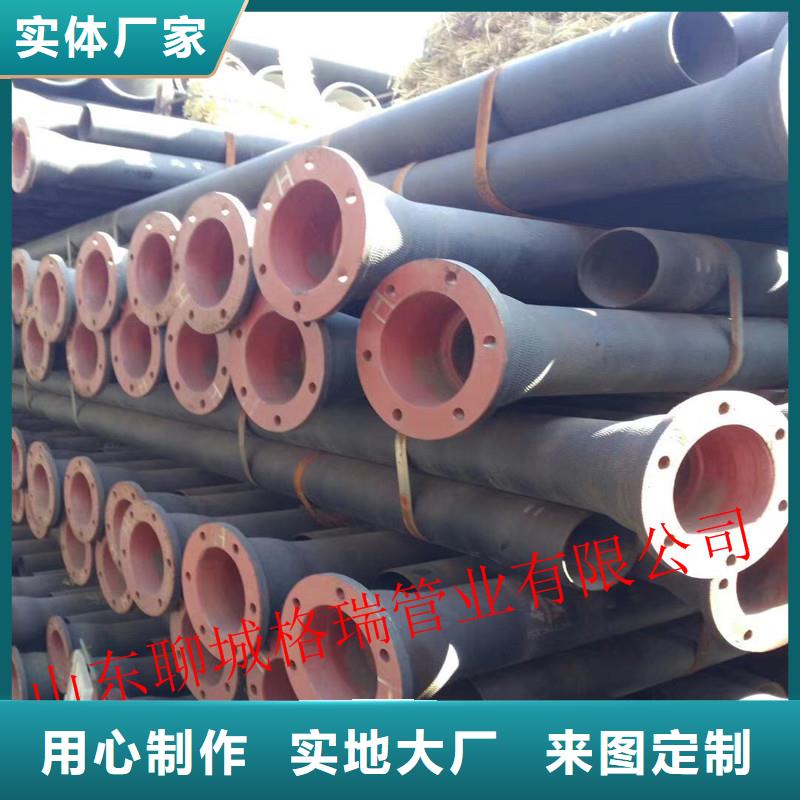
| 产品规格 | 100-1400 |
| 发货城市 | 全国 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 产品型号 | DN100 |
| 可售卖地 | 全国 |
| 产品重量 | 0.095 |
| 产品颜色 | 黑色 |
| 质保时间 | 70 |
| 外形尺寸 | 圆形 |
| 适用领域 | 市政工程 |
| 是否进口 | 否 |
| 品牌 | 格瑞 |
| 规格 | DN100-1400 |
| 加工工艺 | 离心浇铸 |
| 类型 | 球墨铸铁 |
| 用途 | 市政给水消防排污 |
| 可售地 | 全国 |
| 计重方式 | 理计 |
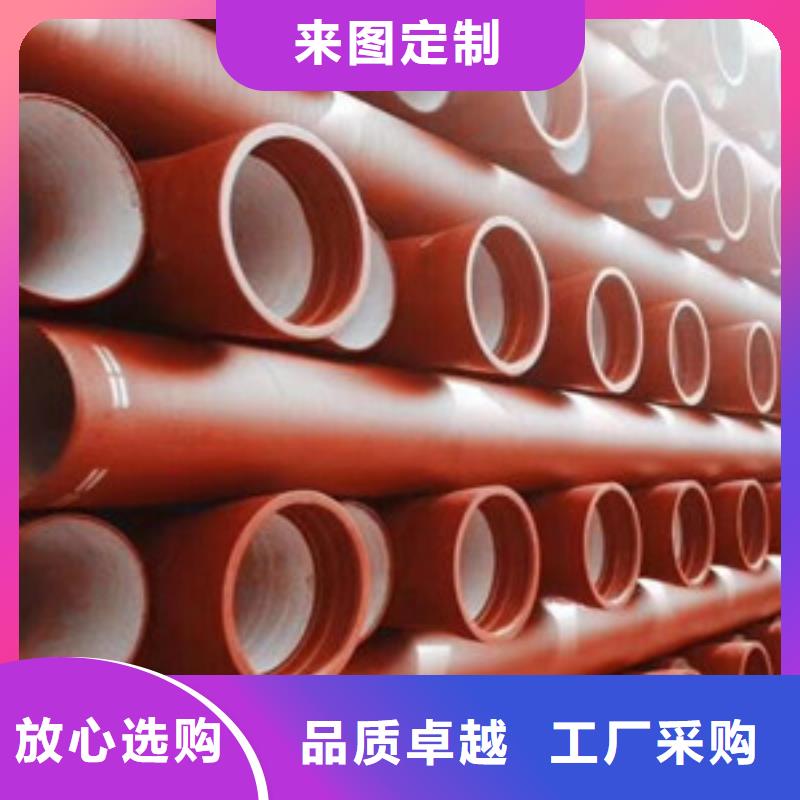






山东格瑞球墨铸铁管公司的产品质量有保证,价格合理,以诚为本。公司秉承“顾客至上,锐意进取”的经营理念,坚持“客户”的原则为广大客户提供优质的服务。欢迎惠顾! 诚、求真、务实、是格瑞球墨铸铁管公司的宗旨和企业的灵魂,面对新世纪发展机遇,和我国中部崛起战略的实施我们将以实际行动履行客户的期望,必须遵循合金凝固原则。就消失模铸造灰铸铁来说,一般尽可能按“顺序凝固”原则考虑,除了对壁厚均匀的铸件按同时凝固原则考虑外。所确定的内浇道位置、方向和个数应符合铸件凝固的“顺序”原则,对厚实部位采用加快冷却,使其能同时凝固,尽量使快速、平稳充型,能够有效补缩。消失模凝固原则就是使模样的横截面积自下而上逐渐增大,这样有利于排气与浮渣,有利于补缩,气孔、缩孔缺陷,获得组织致密的优良铸件。球墨铸铁管公司在优质的服务与稳定的产品质量中赢得客户的认可和任,在不断创新中实现自身的价值。
球墨铸铁管逐步开发应用了从炉料处理、修炉、烘炉到配加料、鼓风。炉况控制、铁液检验等全过程的操作技术。在较短的历程中,我们在冲天炉理论研究、炉子结构、修炉材料、送风系统、热能利用、强化底作燃烧、炉内气氛调整控制、铁液炉前检验、消烟除尘、非焦炭化铁、配料及熔炼过程计算机优化控制等诸多方自都取得了可喜的成绩。球墨铸铁管冲天炉居铸铁熔炼设备之首,至今仍担负着80%以上铸铁件的熔炼任务。70年代以后,符合我国特点的炉型和熔炼技术已逐渐完善和成熟。
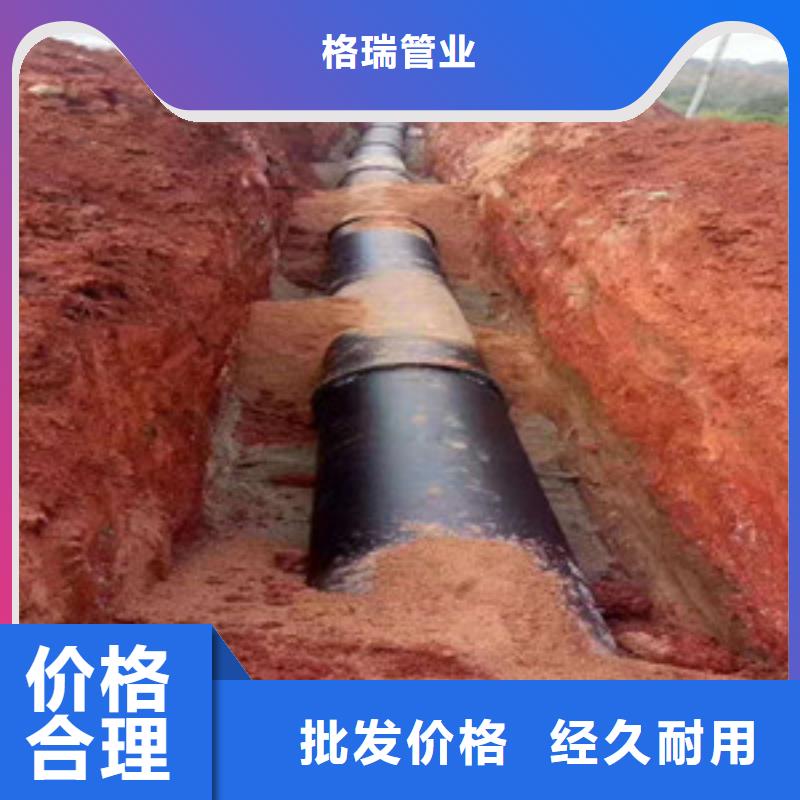
球墨铸铁管适合用于自来水主管网铺设和老管改造。球墨铸铁管内外防护全是“食品级”资料,就像给供水管道上了“双保险”,保证居民供水。共铺设球墨铸铁管1630公里,占主供水管网的90%以上,一般路途下原有供水管道主要是上世纪七八十年代初铺设的灰口铸铁管和混凝土管。据介绍,这种管内壁均为铁管。化后会呈现铁锈,易积存水垢,长期使用后管道内壁呈现不同程度的堵塞,严峻处管道口径从100毫米缩小到50至70毫米,严峻影响水压。砂型的紧实度:若砂型的紧实度太低或不均匀,致使浇注后在金属静压力或缩短力的效果下,发作型腔扩展的现象,致使本来的金属不行补缩而招致铸件发作缩孔缩松。浇冒口及冷铁:若浇注系统、冒口和冷铁设置不当,不能保证金属液次序凝聚;别的,冒口的数量、巨细以及与铸件的联接当否,将影响冒口的补缩效果。
产生的原因和可采取的措施有钢管矫直前的弯曲度及椭圆度过大,超过了矫直机的能力,可以重复娇直;矫直辐的压下量及挠度小,可适当增加压下量或者挠度等(2)钢管表面出现螺旋压痕或“矫凹”现象,这是矫直辊的端部与钢管表面接触所致产生的原因是矫直粗的线与钢管的线不一致,钢管偏向一侧,钢管与矫直辊接触弧过大,使矫直辊端部与钢管接触,可通过调整矫直辊的角度使钢管“对中”、接触弧长度合理(3)钢管“矫方”,即钢管矫直后其截面不是圆形,而是呈“方形”。球墨铸铁管在设计工模具时,先仔细地对全套工模具进行计算。因为,球墨铸铁管另外,各辊的压下量是不同的,对六辊矫直机面言,前、后辊的压下量远小于中间辊。同样,钢管与矫直混的接触弧线长度要合适,按12-3/4辊长进行调整,中辊取上限,前、后取下限总之,影响钢管矫直的因素是多方面的,球墨铸铁管在实际应用中要反复试验以取得宝贵的实践经验球墨铸铁管价格并达到预期的效果钢管矫直后会出现以下的问题:球墨铸铁管矫直后弯曲度及椭圆度达不到要求。